
VERSUCHE ZUR RINSTECHNIK AN PET-EINWEGFLASCHEN 1. TEIL
Dipl.-Ing. (FH) Antonia Schmitt
Priv.-Doz. Dr.-Ing. Hartmut Evers
Dipl.-Ing. (FH) Jan Bechtluft
KHS AG, Bad Kreuznach
Einleitung
Vor etwa 20 Jahren wurde PET als Flaschenmaterial in den Markt gebracht. Damit begann innerhalb der Getränkebranche ein weitreichender und starker Wandel, der bis heute andauert. Weil mit PET ein Packmittel zur Verfügung steht, das wesentlich leichter und vielfältiger formbar ist als Glas. Eigenschaften, die sich werbewirksam kommunizieren lassen und die unter anderem auch zur Differenzierung gegenüber Mitbewerbern dienen. Folge: Der Konsument kann zwischen einer immer größeren Vielfalt an unterschiedlichen PET-Gebindeformen wählen. Innovation fördert weitere Innovation. So können in PET-Flaschen der neuen Generation, welche über Sauerstoffbarrieren verfügen, sogar fruchthaltige Wellnessgetränke, (aromatisierte) Mineralwässer oder Bier abgefüllt werden. Was wiederum zur Folge hat, dass PET als Packmittel weiter und weiter an Popularität gewinnt.
Zur Senkung der Materialkosten kommen PET-Einwegflaschen mit immer noch geringeren Wandstärken auf den Markt. Auch um den mechanischen Anforderungen der Getränkebranche hinsichtlich Stapel- und Druckfestigkeit sowie Griffsteifigkeit zu entsprechen, treten PET-Einwegflaschen in unterschiedlichsten Formen auf.
Für PET-Einweg- wie auch für PET-Mehrwegflaschen hat die Formgebung einen entscheidenden Einfluss auf den Rinsprozess. Interne Versuche im Hause KHS bestätigen Unterschiede, die sich hinsichtlich des Ausspülverhaltens bei einer Rinsung von gerippten im Vergleich zu einer Rinsung von glatten PET-Flaschen ergeben.
Aufgabenstellung
Unter dem Begriff des Rinsens versteht man keine Flaschenreinigung im üblichen Sinne, sondern ein Ausspülen von Flaschen. Daher sind an eine Testmethode für den Vorgang des Rinsens andere Bedingungen zu knüpfen als für das Reinigungsverfahren in einer Flaschenreinigungsmaschine. Bei dieser muss die Verschmutzung an der Flasche so fest haften, dass auch nach dem intensiven Reinigungsvorgang noch Reste messbar sind. Aus diesem Grund verwendet man hier Substanzen, die quasi ein „Einbrennen“ in die Oberfläche ermöglichen. Unterschiedlichste Substanzkombinationen sind hier bereits getestet, oftmals wenden die Abfüller auch eigene Mischungen an.
Um welche Substanzen es sich auch handelt, bislang sind die Messmethoden unzureichend, um eine verbleibende Verschmutzung genauer zu quantifizieren. Hier setzen unsere Versuche an. Es gilt eine Verunreinigung[1] für einen Rinser zu finden, die in den Flaschen nur leicht haftet, die gut ausspülbar ist und deren zurückbleibende Reste im Anschluss an den Rinsvorgang nachweisbar sind. Erschwerend kommt hinzu, dass dies für PET-Flaschen mit einer stark hydrophoben Oberfläche gelten soll. Auf Grund der niedrigen Oberflächenenergie ist es schwierig, hier einen gleichmäßig haftenden Schmutzfilm zu erzeugen. Bisher ist keine Standardverunreinigung für das Rinsen von PET-Flaschen bekannt, die genannten Anforderungen entspricht.
Unter Zuhilfenahme der statistischen Versuchsplanung (DoE = Design of Experiment) lässt sich eine große Menge an Informationen mit relativ geringem Versuchsaufwand erhalten. Somit ist es möglich sowohl Effekte der Faktoren auf die Zielgröße als auch Wechselwirkungen zwischen den einzelnen Faktoren zu erkennen.
Kurzer Exkurs zum Rinsen
Der Begriff Rinsen stammt aus dem Englischen von „to rinse“ = spülen. Unter dem Begriff Rinsen versteht man das Ausspülen von Flaschen vor deren Befüllung. Dies ist vor allem bei Neuflaschen notwendig, die nicht die Reinigungsmaschine durchlaufen. Die Aufgabe eines Rinsers ist es, Staub und andere Schmutzpartikel aus den Flaschen zu entfernen. Denn Fremdstoffe können sich nachteilig auf die Haltbarkeit des Produktes auswirken und bei der Abfüllung karbonisierter Getränke zu einem Entbinden des Kohlendioxids führen. Als Rinsmedien sind Wasser (kalt oder warm), Luft, Sterilluft, ionisierte Luft, ozonisiertes Wasser, Desinfektionsmittel oder Sattdampf denkbar. Ganz an dem jeweiligen Anwendungsfall orientiert lässt sich variabel agieren.
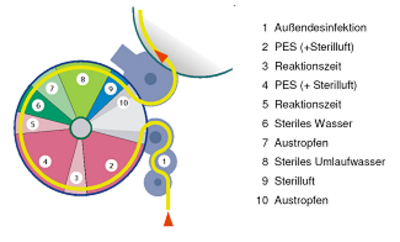
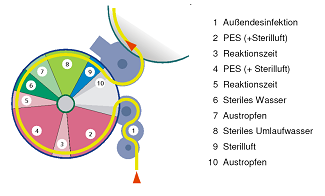
Je nach Flaschengröße und Rinskonzept liegen die Rinszeiten zwischen drei und zehn Sekunden. In Abbildung 1 ist der Ablauf eines Rinsprozesses für PET-Flaschen dargestellt, die im Anschluss an den Rinsprozess aseptisch kalt befüllt werden.
Kurzer Exkurs in die statistische Versuchsplanung
Zielsetzung der statistischen Versuchsplanung (DoE = Design of Experiment) ist es, gewünschte Informationen bei Einsatz eines Minimums an Zeit und Kosten zu erhalten. Nach der klassischen Methode „One-factor-at-a-time“ wird immer nur eine Größe variiert. Dadurch ist die Ursache für eine Veränderung des Ergebnisses zwar leicht zuzuordnen, der Versuchsaufwand wird jedoch schnell sehr groß. Die moderne Versuchsplanung empfiehlt, alle denkbaren Kombinationen zu untersuchen. Hierbei wird jedes Ergebnis zur Berechnung mehrerer Effekte genutzt. Außerdem können Wechselwirkungen zwischen zwei Faktoren erkannt werden. Man erhält demzufolge mit weniger Einzelversuchen mehr Informationen, die statistisch abgesichert sind. Weichen die Ergebnisse eines Faktors für unterschiedliche Faktorstufen signifikant voneinander ab, so liegt ein Effekt vor. Eine Wechselwirkung zwischen zwei Faktoren bedeutet, dass der Effekt des einen vom Wert des anderen abhängt.
Die vermutlich wesentlichen Einflussgrößen werden ausgewählt und stellen die Faktoren dar, welche im Versuch verändert werden. Als Faktorstufen bezeichnet man jene Werte, welche die Faktoren im Versuch annehmen sollen. Das Ergebnis eines Versuches wird durch Zielgrößen beschrieben. Dies können Messwerte oder Größen, die aus einem oder mehreren Messwerten berechnet werden, sein. Es besteht die Möglichkeit, für einen Versuch mehrere Zielgrößen zu bestimmen. Die Versuchsplanung umfasst folgende Schritte:
· das Beschreiben der Ausgangssituation,
· das Festlegen des Untersuchungsziels sowie der Zielgrößen und Faktoren,
· das Aufstellen des Versuchsplans,
· die Durchführung der Versuche,
· die Auswertung der Ergebnisse und deren Interpretation sowie
· die Absicherung, Dokumentation und das weitere Vorgehen [Kleppmann 2006].
Kleppmann erläutert diese Vorgehensweise in seinem Buch detailliert.
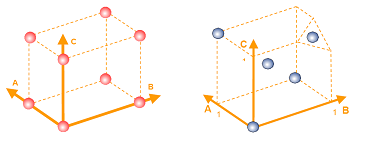
Das Ziel D-optimaler Versuchspläne ist es, mit minimalem Aufwand die gewünschten Effekte und Wechselwirkungen eindeutig darzustellen. Folgende Vorteile stehen im Vordergrund: Die Anzahl der Stufen jedes einzelnen Faktors, die Stufenabstände, das mathematische Modell sowie die Verteilung der Versuchspunkte im n-dimensionalen Versuchsraum sind frei wählbar.
siehe Abbildung 2
Im Gegensatz zu teilfaktoriellen Versuchsplänen findet keine Vermengung von Wechselwirkungen statt. Zusätzlich besteht eine Erweiterungsmöglichkeit durch neue Einflussfaktoren. Bestimmte Einstellungen und Kombinationen, die nicht erreichbar oder sinnvoll sind, können ausgeschlossen werden [Ronniger 2007]. Leider bleibt auch ein Nachteil: Der Versuchsplan ist im Gegensatz zu vollfaktoriellen Plänen, bei denen alle Faktorstufenkombinationen untersucht werden, nicht orthogonal; meist liegen jedoch nur geringe Abweichungen vor. Außerdem können sie nur mit einer entsprechenden Software realisiert werden [Kleppmann 2006]. In Abbildung 2 sind ein vollfaktorieller und ein D-optimaler Versuchsplan mit den Faktoren A, B und C dargestellt. Orthogonalität bedeutet, dass keine Korrelation zwischen den Faktoren besteht; d. h. diese können unabhängig voneinander verändert werden. Alle vollfaktoriellen Pläne sind orthogonal; D-optimale Pläne, die einen Zentralpunkt in der Mitte des Versuchsraumes aufweisen, jedoch nicht.
Material und Methoden
Folgende Laborgeräte werden für die Versuche benötigt: Dispergiergerät, Analysenwaage, Konduktometer, Spektralphotometer, Pyknometer, Refraktometer, Rheometer.
Als Standardverunreinigung für PET-Flaschen wird die Eignung von Fett, Stärke, Senf, Pektin und Allurarot AC-Pulver (Sigma Aldrich) zur Beurteilung der Effektivität des Rinsens geprüft.
Es werden unterschiedliche Methoden zur Bestimmung der Restverunreinigung getestet. Diese Methoden sind die elektrische Leitfähigkeit, Trübung, Dichte, Viskosität, Brechzahl und Extinktion
Prüfmittelfähigkeitsuntersuchung
Alle Mess-Systeme weisen ein gewisses Maß an Unsicherheiten auf. Daher sind bei der Ergebnisermittlung zufällige und systematische Abweichungen vorhanden. Als Ursachen hierfür gelten die Unvollkommenheit der Mess-Systeme und -methoden sowie die Einflüsse von Umwelt und Bedienpersonen. Durch Prüfmittelfähigkeitsuntersuchungen wird der Umfang dieser Unsicherheiten bestimmt und eine Aussage darüber getroffen, ob ein Prüfmittel für eine bestimmte Messaufgabe geeignet ist [Linß 2003]. Man unterscheidet folgende Verfahren:
1. Genauigkeit und Fähigkeitsindizes Cg und Cgk,
2. Wiederhol- & Vergleichspräzision und Gesamtstreubereich mit Bedienereinfluss und
3. Wiederholpräzision und Gesamtstreubereich ohne Bedienereinfluss.
Für Verfahren Nr. 2 werden wiederum vier Methoden beschrieben:
1. die Spannweitenmethode (RM = Range Method),
2. die Mittelwert- und Spannweitenmethode (ARM = Average and Range Method),
3. die Mittelwert- und Standardabweichungsmethode sowie
4. die ANOVA-Methode (Analysis of Variance) [Dietrich et al.1998].
In dieser Arbeit wird die Mittelwert- und Spannweitenmethode (ARM) zur Beurteilung der Prüfmittelfähigkeit angewendet. Dazu messen zwei Prüfer zehn Objekte mindestens zweimal. Anhand dieser Werte wird die Wiederhol- und Vergleichspräzision (R&R = Repeatability & Reproducibility) berechnet. Damit ein neues Mess-System als fähig erklärt wird, muss %R&R ≤ 20% gelten, für bereits im Einsatz befindliche: %R&R ≤ 30% [Ronniger 2007]. Die Auswertung erfolgt mittels der Software Visual-XSel® 10.0.
Voruntersuchungen
Auswahl der Verunreinigungen
Auf Grund der aus den Voruntersuchungen gewonnenen Erkenntnisse fiel die Entscheidung sowohl für Senf als auch für Allurarot AC als Standardverunreinigung. Die Entscheidungsfindung war einfach, da beide Substanzen ideale Voraussetzungen zum Nachweis liefern. Die ebenfalls getesteten Verunreinigungen Fett, Stärke und Pektin lassen sich auf der hydrophoben Oberfläche von PET-Flaschen entweder nur schwer aufbringen oder sind schlecht abzuspülen. Die kompletten Versuchsreihen darzustellen sprengt den Rahmen dieser Arbeit. Aus diesem Grund sind nur die beiden oben genannten hier aufgeführt.
Bestimmung der Restverunreinigung
Die Bestimmung der Restverunreinigung erfolgt für den Farbstoff Allurarot AC mittels einer Extinktionsmessung, da der Nachweis derartig geringer Rückstände auf andere Art und Weise nur mit großem Aufwand möglich wäre. Für Senf ist die Entscheidungsfindung etwas schwieriger gewesen, da zum Nachweis dieser Substanz diverse Mess-Systeme zur Verfügung stehen. Geprüft wurde die Eignung der elektrischen Leitfähigkeit, der Trübung, der Dichte, der Viskosität und des Brechungsindex. Das Ergebnis ist grafisch dargestellt (siehe Abbildung 4). Vorab wurden Kalibrierkurven mit den jeweiligen Mess-Systemen aufgenommen. In Abbildung 3 sind exemplarisch zwei Kurven von Wasser-Senf-Suspensionen dargestellt. Eine nichtlineare Kurve, wie beim Brechungsindex, führt zu einem Ausscheiden dieser Methode.
siehe Abbildung 3
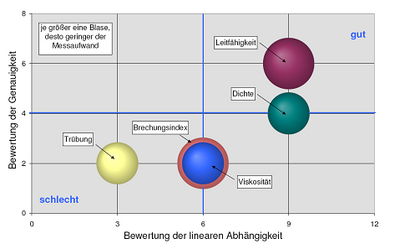
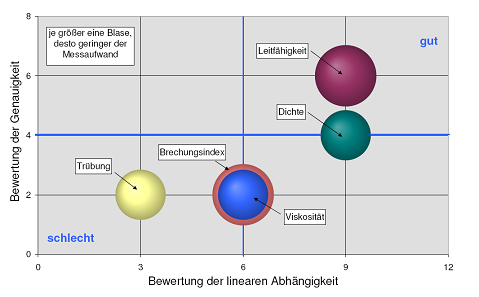
Mittels einer systematischen Entscheidungsfindung (siehe Abbildung 4) wählten wir eine Methode zur Bestimmung der Restverschmutzung aus. Als Entscheidungskriterien wurden dabei die lineare Abhängigkeit dreifach, die Genauigkeit zweifach und der Messaufwand einfach gewichtet. Infolge der nichtlinearen Abhängigkeit und/oder des größeren Aufwands der Mess-Systeme „Brechungsindex“, „Viskosität“, „Trübung“ und „Dichte“ fiel bei dem „System Senf“ die Entscheidung für die „Leitfähigkeit“, bei „Allurarot“ hingegen für die „Extinktion“ als beste Nachweismethode.
siehe Abbildung 4
Prüfmittelfähigkeitsuntersuchung
Für sämtliche verwendeten Messgeräte wurde eine Prüfmittelfähigkeitsuntersuchung durchgeführt. Exemplarisch ist in Abbildung 5 das Ergebnis des verwendeten Konduktometers dargestellt. Die Wiederhol- und Vergleichspräzision für dieses Gerät beträgt 13,82%. Sie liegt damit weit unter dem Grenzwert von 30%. Das Konduktometer wird demzufolge als dafür geeignet erklärt, die Leitfähigkeit mit der festgelegten Toleranz von 0,02 mS/cm zu bestimmen. Dieses Ergebnis bestätigt auch der Variationskoeffizient von einem Prozent.
Nach Abschluss dieser Voruntersuchungen und der Prüfmittelfähigkeitsanalysen kommen wir in Teil 2 des Beitrags „Versuche zur Rinstechnik an PET-Einwegflaschen“ zur Durchführung der Faktorenversuchsplanung sowie zu den Ergebnisdarstellungen und deren Bewertung.
siehe Abbildung 5
Literaturnachweis
Dietrich, E., Schulze, A.: Statistische Verfahren zur Qualifikation von Meßmitteln, Maschinen und Prozessen, Carl Hanser Verlag München Wien, 1998, S. 309 – 329
KHS AG: Produktbroschüre: Innoclean – Flaschenrinser für höchste Ansprüche
Kleppmann, W.: Taschenbuch Versuchsplanung, Carl Hanser Verlag München Wien, 2006, S. 10 – 39
Linß, G.: Training Qualitätsmanagement, Carl Hanser Verlag München Wien, 2003, S. 204
Ronniger, C.: Versuchsmethoden Statistik und DoE, Eigenverlag, Auflage 10d, 2007, S. 121
/unternehmen/aktuelles/pressemitteilungen/detail/versuche-zur-rinstechnik-an-pet-einwegflaschen-1-teil#_ftnref1 Nennen wir sie ab jetzt so, da eine Verschmutzung von einem Rinser nicht zu beseitigen ist

{kind=link}
{kind=link}
{kind=link}