
Exceeding Industry Expectations
New KHS Corpoplast InnoPET Blomax Series IV generation of stretch blow molders sets new standard
Focus on customer demands for sustainability and reduction of total operating costs
Frank Haesendonckx*
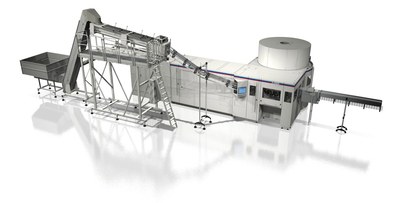
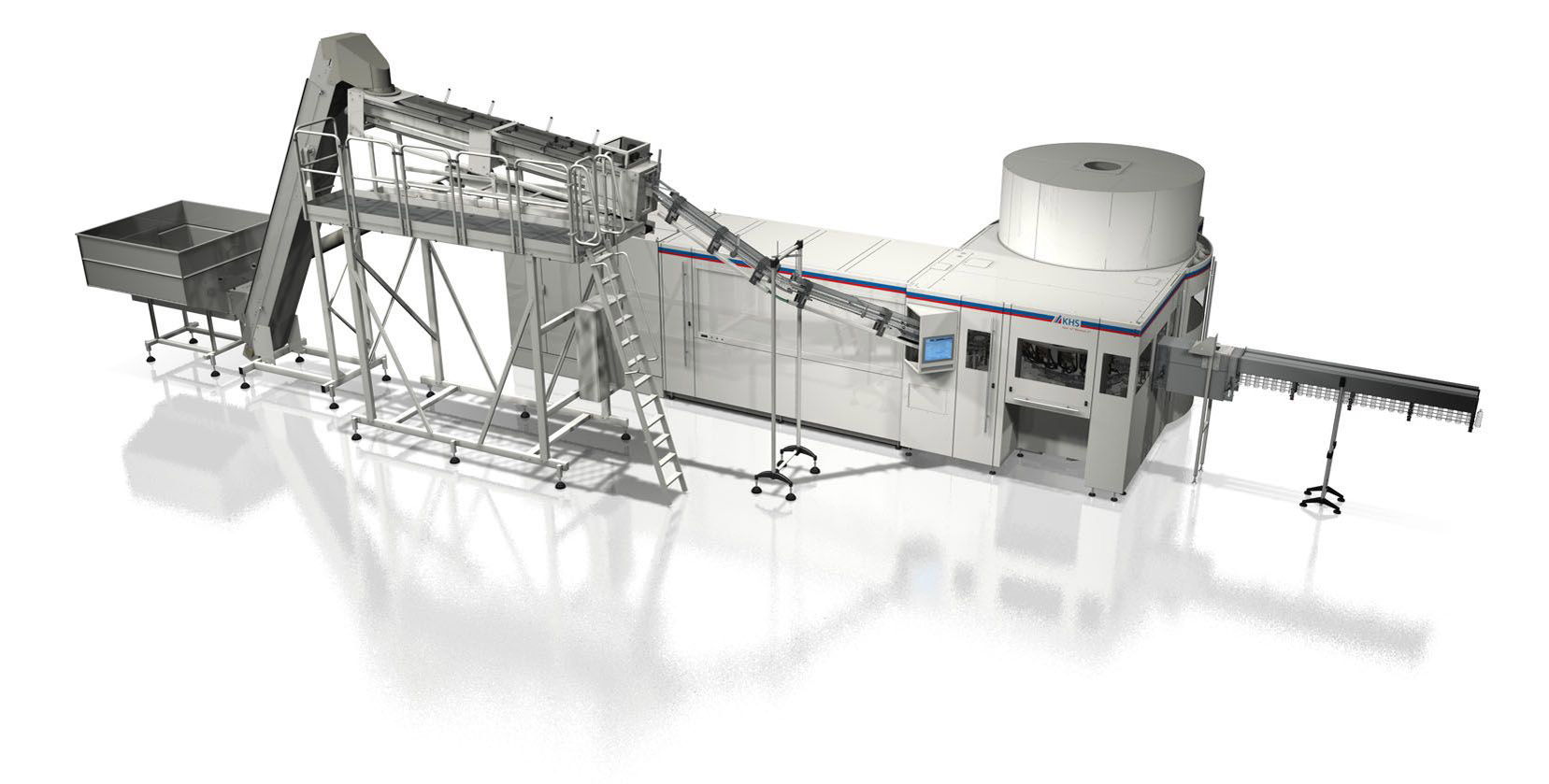
With the InnoPET Blomax Series IV, KHS Corpoplast is presenting a new generation of stretch blow molders that is much more than just another new development. The evolution of the InnoPET Blomax Series IV generation has involved plenty of lateral thinking and the questioning of every single part already in operation. This 'new leaf' for InnoPET Blomax was given a motto: focus on customer benefits. The entire development was based on a global KHS customer analysis on the theme of "What must an optimum stretch blow molder provide?" Larger beverage companies in particular wanted stretch blow molders with outputs of more than 60,000 PET bottles per hour. According to the survey, the top priority for all types of beverage company was the production of premium PET bottles, coupled with an energy-saving production process, the minimum use of materials, and the optimum line utilization. These results were determined using the Quality Function Deployment (QFD) quality assurance program. The general aim of this method is to design, produce, and market those products and services the customer really requires. To sum up KHS Corpoplast's design activities, one could say that the new InnoPET Blomax Series IV generation of stretch blow molders comfortably tops the results achieved by the machines previously available on the market, themselves based on more than 30 years of KHS Corpoplast stretch blow molding technology. The range now meets market requirements for sustainability and reduced overall operating costs at the highest level. The interesting point here is numerous industry experts considered it impossible to trump previous results, as the previous Series III generation of InnoPET Blomax machines had already achieved the lowest energy consumption per stretch blow molded container of all the stretch blow molders used in the beverage industry. Moreover, for many years, InnoPET Blomax stretch blow molders have been synonymous with the high-precision production of lightweight PET bottles, optimum process stability, and outstanding availability.
* Product Manager, InnoPET Blomax Stretch Blow Molders, KHS Corpoplast
GmbH & Co. KG, Hamburg
Extensive development for new benchmarks
It is understandable that a new generation of stretch blow molders that was to be even better than those in Series III could not be created overnight. KHS Corpoplast thus started sending out customer surveys in 2005. The first prototype, an InnoPET Blomax S 10 blow molder with 10 cavities, was put into practical operation in 2007. This was followed in 2008 by the commissioning of an InnoPET Blomax S 36 with 36 cavities. Both stretch blow molding systems quickly passed their acceptance tests and provided the expected advantages in such an impressive way that an order for further InnoPET Blomax Series IV stretch blow molding equipment was immediately placed by one of the 'test companies'. This just goes to show that the new InnoPET Blomax Series IV is a new generation of stretch blow molders that has been exhaustively tested and impresses 'off the bat'.
Output of up to 72,000 PET bottles per hour
The InnoPET Blomax Series IV has a capacity of up to 72,000 PET bottles per hour. This is a significant increase versus the InnoPET Blomax Series III that was available on the market to date and whose maximum output is 43,200 PET bottles an hour. The InnoPET Blomax Series IV is completely modular and can be equipped with 4 to 36 blow stations (in the previous generation a maximum 24 blow stations were possible). While the previous system was able to output 1,800 PET bottles per hour and blow station, the new Series IV can handle up to 2,200 PET bottles an hour. The standard InnoPET Blomax Series IV manufactures bottle sizes ranging from 0.2 to 2.0 liters. It is also possible to produce special sizes.
Key requirements, such as minimum energy expenditure, process stability, and availability, took center stage in the development of all the technical innovations in the InnoPET Blomax Series IV.
The focus and objective of the development was the lowest possible cost per bottle produced (Total Cost of Ownership). All the new technical developments incorporated into the Series IV support this objective.
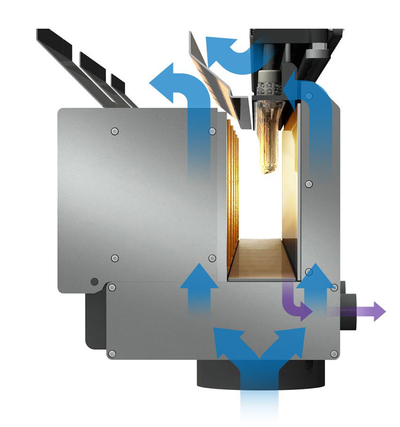
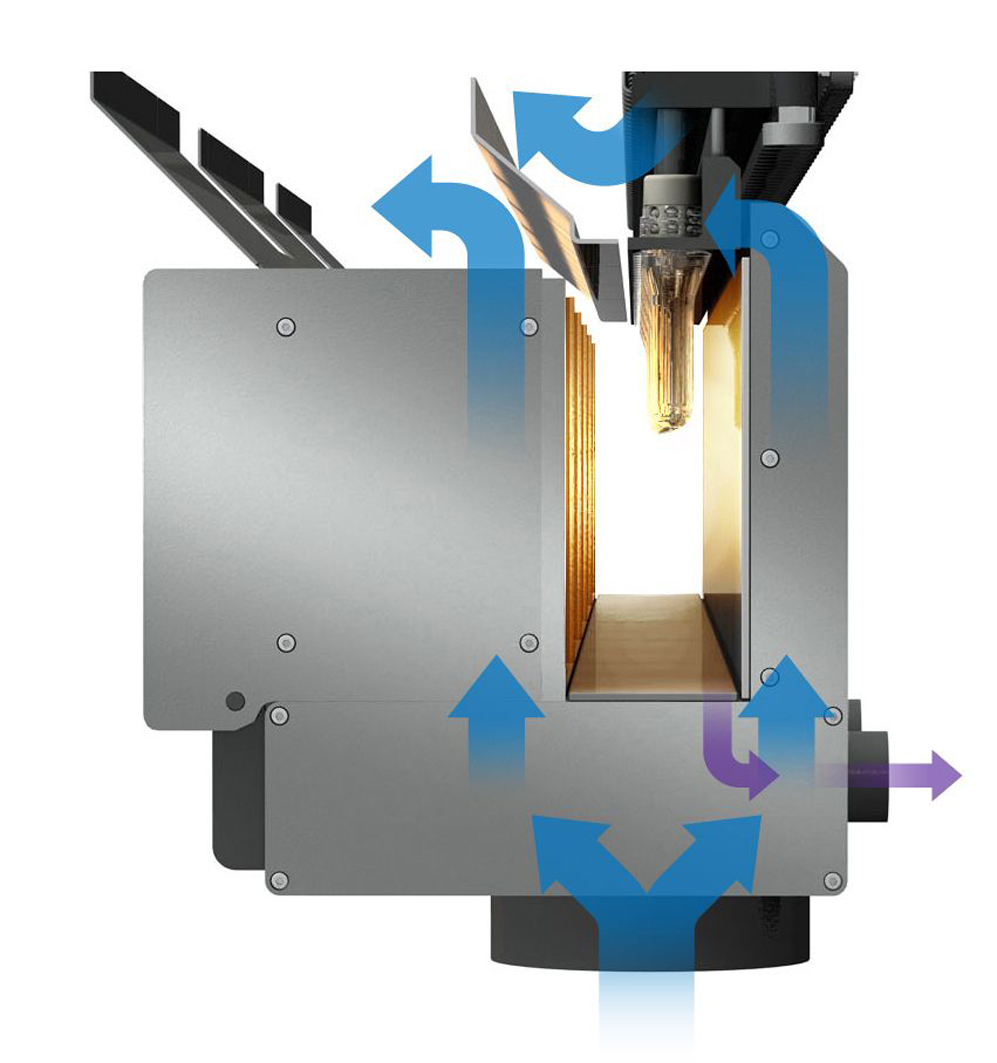
New heating module requiring 50% less space provides significant energy savingTake the new heater, for example. For this unit, a heating technique was developed that enables the preforms to be preheated in more or less half the time required by the previous system. At the same time, this means that the heating module takes up only half of the space previously provided for this purpose. Besides the bonus of taking up less space, the shorter heating element has a further advantage: in the event of an emergency stop, only half the preforms have to be rejected compared with the previous system. Instead of using classic infrared radiation, in the new heating module the preforms are now heated using near infrared radiation or NIR. Since only shortwave or near infrared is used the result is a substantially higher energy density. With NIR, the penetration of the preform wall is extremely intense – a feature further increased by feeding the preform through a closed heating chamber with all-round reflection. In addition to this, the total heat penetration of all preforms in the heater is extremely efficient thanks to the very short gaps between mandrels (smallest pitch) of only 37.7 mm. Another side-effect of NIR is that hardly any surface heat is produced. This in turn means that controlled cooling by a continuous air flow/extraction is sufficient and thereby eliminates the need for the previously required water cooling unit. All told, the energy saving achieved here is up to 40% compared with traditional heating technology. Significantly reduced preheating phase
A further advantage provided by the innovative heating concept is that the energy density, small pitch, and associated fast preform preheating process have shortened the startup time for the new Series IV machines. Instead of the approximately two minutes previously required, the time needed for startup is now about 15 seconds. Extremely compact blow station
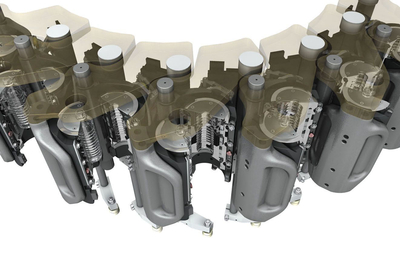
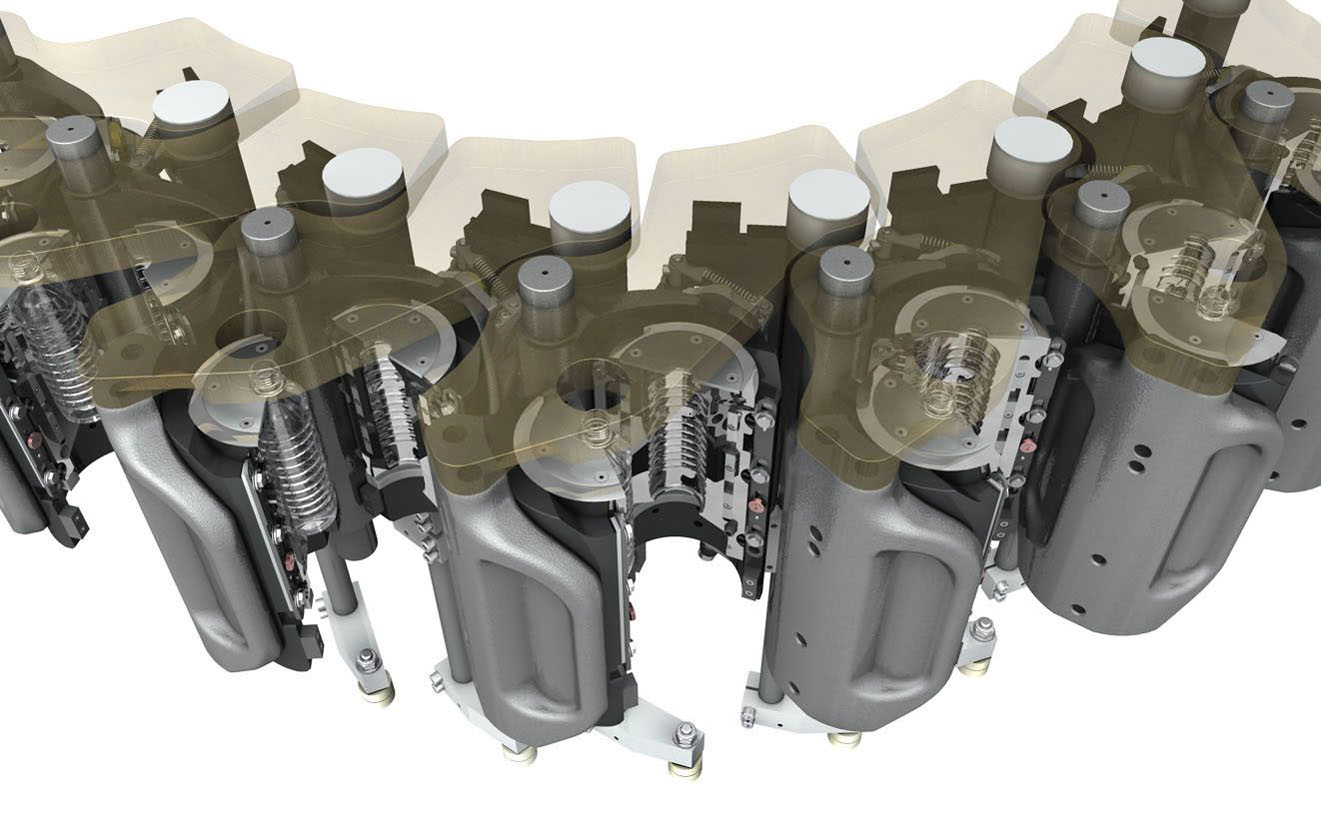
A space-saving design is used in the new InnoPET Blomax Series IV generation of blow molders for the arrangement of the completely new blow stations on the blow wheel that are also compatible with molds from the Series III. The blow stations in the Series IV are staggered in relation to one another and are therefore positioned extremely close together. This compact positioning is possible as only one half of the mold on each blow station is opened while the other is stationary. The opening is slightly offset with respect to the central point of the machine axis in each case. The newly developed blow stations are opened and closed by a toggle mechanism. The mold carrier is no longer locked. The result is less mechanical susceptibility, a longer process time, and a higher specific output. 2,200 PET bottles per hour per blow station
These technical innovations enable the new InnoPET Blomax Series IV generation of stretch blow molders to produce 2,200 PET bottles instead of the 1,800 PET bottles per blow station usual in the past. Furthermore, more newly designed blow stations than conventional blow stations can now be mounted on a blow wheel of the same diameter. Reduced blow wheel diameter
Taking an InnoPET Blomax S with 24 blow stations as an example, its blow wheel has a diameter of 2,800 mm. Compared with a diameter of 3,200 mm required for the 24 stations in the previous generation, this means a considerable reduction in space. Even for the largest InnoPET Blomax Series IV with 36 blow stations, a blow wheel diameter of only 3,600 mm is required. Active mandrel now replaces passive mandrel Preform handling is yet another significant innovation that has been developed for the new InnoPET Blomax Series IV generation of blow molders. In the Series III, the preforms were transported through the entire heating and blow molding process on metal mandrels. Although there is no question that this is a very safe and gentle method the drawback was complicated transfer devices. Furthermore, this mandrel system prevented any significant increase in the output capacity. It was therefore necessary to compensate for these disadvantages without abandoning the mandrel principle which had been used successfully and reliably for decades. This resulted in the use of active mandrels instead of passive mandrels. Gentle preform handling, reliable transport, and thus consistently high process stability were further improved. After the preforms are loaded and spaced by a star wheel, the new active mandrel receives the preform by first entering into it from above without contact. Fixed guidance is then achieved by a second movement within the mandrel body, wherein small beads are pressed against the preform mouth from the inside to hold the mandrel absolutely securely for further conveying. After passing through the heater, the mandrel releases the preform, which is then picked up by grippers and fed directly to the blow station. The development of the active mandrel loop described above eliminates the need for elaborate transfer devices. Once again, this means a saving of space and at the same time a simpler design as well as faster machine setup and maintenance. Servo-motor-controlled stretching process for highest accuracy The stretch blow molding process takes place in the blow station. As before, stretching is performed by a steel bar. However, in place of the mechanical cam-controlled stretching process of the Series III, stretching is now controlled by a servo motor. This new development has further improved the precision of the Series III stretching process. Another advantage of stretching using a servo motor is that if the speed of the blow molder is reduced, the stretching motion can still be carried out at the same rate as at the high machine speed despite the slower machine rotation speed. This increases process stability even further and thereby reduces the scrap rate. On-screen readjustment Another benefit directly associated with the use of servo technology for the stretching process is that if a new type of bottle is to be produced, it is no longer necessary to change and mechanically adjust the stretch die. All that is required is to communicate the new settings to the system using the display screen. This considerably reduces the machine changeover time. Other aspects contributing to improved changeover times include the fact that no product-dependent parts are required for preforms with the same neck; the molds are replaced in the blow stations significantly faster thanks to their new design and the Speed-Loc quick-change system. All these measures result in a significant reduction in changeover time and therefore increase the availability of the new InnoPET Blomax Series IV generation of stretch blow molders. Changeover time reduced by half As an example, a changeover time of about 45 minutes is calculated for the InnoPET Blomax Series IV equipped with 20 blow stations, while about 90 minutes would be required for the previous generation with an identical number of blow stations. For the InnoPET Blomax S 20, this results in an increased production of about 33,000 PET bottles per changeover, which comes about solely as a result of shortened changeover time. One of the factors that contributes towards maintaining shorter changeover times is the improved accessibility to the machine compared with the previous generation. This has been achieved among other things by centrally positioning the air feed and cooling function above the blow wheel and doing without stretching cams in the newly developed servo-motor-controlled stretching process. The blow wheel housing can now be opened by two large opposing doors. This provides direct access to half of the blowing stations. Once these molds have been changed, a 90-degree turn is all that is required to change the molds of the other blow stations. The KHS Corpoplast Speed-Loc system with its quick-change components for mold halves and mold base used on the new generation of stretch blow molders is the same system used for the previous generation. Best compressed air consumption improved even further
Even with the previous Series III generation, KHS Corpoplast was a leader in the field when it came to compressed air consumption. With the new InnoPET Blomax Series IV, one of the factors which has led to a further improvement in these outstanding values is the specific redesign of the valve block. Depending on the bottle size, 5 to 15% less compressed air is used. At the same time, the dead space volume (volume of air which is applied at high pressure but which does not help to form the PET bottle) is reduced by 25 to 30%. Maintenance simplified considerably
In the development of the new InnoPET Blomax S generation of stretch blow molders, attention was also paid to simplifying maintenance procedures even further. Blow molds opening on one side and a toggle lever jack principle for opening and closing the blow stations minimizes the number of wear parts. The central axle of the InnoPET Blomax S is lubricated for life. The servo-motor-driven stretch slide in the vicinity of the blow wheel has an automatic lubrication system for a maintenance-free period of 6,000 operating hours. Because there are no mandrel transfers, there is no longer any need for elaborate adjustment for each type of product. One advantage after another - including monoblocking with KHS filler systems Similar to the Series III, stretch blow molders in the new InnoPET Blomax Series IV generation can be monoblocked with KHS filler systems without any complication. The numerous advantages of the new stretch blow molder generation mentioned above also result in a number of advantages for the monoblocked version, for example with regard to the shorter run-up time, 50% less scrap when restarting after an emergency stop, and a stretching process that is independent of the filler output resulting in further improved product quality. Making its mark worldwide
All told, KHS Corpoplast is surprising the beverage industry worldwide with the new generation of stretch blow molders, particularly as even experts considered it almost impossible to significantly improve on the outstanding values already achieved with the Series III. This is illustrated by comments such as, "It is unbelievable that even fully developed machine technology can still undergo potential improvements of 25% and more." The importance the beverage industry attaches to the advantages associated with the new generation of stretch blow molders is also demonstrated by customers who talk of the new generation of stretch blow molders basically leapfrogging several generations of stretch blow molders all at once. The bottom line is that the beverage industry is highly enthusiastic and has good reason to be so. This is because the InnoPET Blomax S not only fulfills all customer demands for ultra-modern stretch blow molding technology generated by the QFD – it surpasses them. And it really doesn't get much better than that.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}