
Carinthia's Number One Brewery
Villacher Brauerei Stands For Innovation, Quality, and Tradition
New investment in the filtration concept
Katrin Goldhahn*
Ulrich Sander**
In Austria's southernmost province of Carinthia, Villacher Brauerei is not only a fixed feature but also the region's number one brewery. The brewery's history began in 1738. When in 1858 entrepreneur Johann Fischer converted the old stone beer brewery into a vat brewery, Villacher was given its current name. In those days this conversion was absolutely revolutionary, making Villacher the most modern brewery in Carinthia. Over the centuries, the Villacher brewery has remained true to its principles. To this very day it swears by its successful combination of innovation, quality, and tradition right across the board as demonstrated, for example, by the new filtration concept it has recently incorporated in its production operations. As Villacher master brewer Manuel Düregger explains, "In order to do justice to our demand for the best beer quality in all respects, we only invest in outstanding technical systems. The maximum quality we require is excellently provided by our new KHS filter system. And we aren't just talking about a new filter system here but about an overall concept developed together with KHS that equally considers all of our filtration requirements. All told, this is an all-round solution with which even in retrospect we are more than satisfied."
Brand awareness of 98%
Innovation, quality, and tradition: at the Villacher brewery these three words have literally become a way of life and are probably largely responsible for the fact that what was only the fourth-largest Carinthian brewery in 1900 is now the clear number one in the Austrian province. And according to Carinthia's brand monitor, Villacher is a top beer that 98% of all Carinthians are familiar with. Together with the Schleppe brewery and the Piestinger brand, Villacher Brauerei belongs to the Vereinigte Kärntner Brauereien AG or united Carinthian breweries, the majority of whose shares are privately owned.
* Manager, KHS Austria, Wiener Neudorf. Phone: +43 (2236) 62510-221
* Process Engineering/Filter Manager, Process Engineering Competence Center, KHS GmbH. Phone: +49 (671) 852-2283
Total output of 300,000 hectoliters
In 1900 the total output of the brewery was 19,000 hectoliters; just ten years later, this figure had reached 40,000. In 1968 the brewery notched up sales of 200,000 hectoliters, with these rising to 300,000 hectoliters in 1985 and an impressive 340,000 by the end of the 1980s. Today, the brewery in Villach produces 300,000 hectoliters of beer a year, plus about 3,000 hectoliters of non-alcoholic beverages. A drinks outlet is affiliated with the brewery that sells not only Villacher's extensive range of beers but also brands of beer that complement the range, such as wheat beer, and also various other alcohol-free beverages. In total, the company distributes to about 2,400 clients in the hospitality and retail trades in Carinthia alone.
80% of sales on home ground
As Carinthia's number one brewery, Villacher realizes 80% of its total sales on home ground. Ten percent is distributed in other regions in Austria, chiefly Vienna, Lower Austria, Styria, and the Burgenland. The final 10% is destined for export – especially to Italy. There are even sporadic orders now coming in from Slovenia, Croatia, Spain, Portugal, and Albania.
Quality, not quantity
"Quality, not quantity" is the definitive motto of the Villacher brewery, for its sales both at home and abroad. Expansion is welcomed – but not at any price, with Villacher's philosophy concentrating on products earmarked exclusively for the top price segment. Brand-name beers from Villach stand for high quality and have their very own character which to local consumers represents a taste of home and to visitors conjures up images of vacation in the Austrian Alps. "In the future we shall continue to focus on traditional brewing methods and on the individual character of our beer," states Düregger, "to produce an honest product."
Märzen, the Austrian's beer
In the wide assortment of beers produced by Villacher Brauerei, by far the most popular is Märzen, with about 95% of its beer output ascribable to this style of beer. Märzenbier is a bottom-fermented, strong, pale beer and an especial favorite on the Austrian market, its popularity going back to the days of the monarchy.
Broad range of specialty beers
Villacher's number two is Radler or shandy which makes up 1.5% of its total output. Production quantities of other beer specialties, such as Glocknerpils, Dunkel, Jubiläumsbier, Zwickl, Hausbier, Festbock, Frühlingsbier, Edition, and Spezial, are under the 1% mark.
Living and breathing beer culture
Looking at these distribution percentages, many breweries would have decided against supplying such a wide range of beers. But not Villacher. In the city on the Drava River the provision of specialty beers is treated as an opportunity, prompting the brewery to act contrary to popular beer sales philosophies and to specifically promote unusual beers. "You have to live and breathe beer culture," Düregger insists.
These are not just empty words, as the brewery's latest campaign for the catering trade demonstrates. The newest marketing ploy involves the launch of a sophisticated specialties concept for restaurateurs, in which – and this is no great surprise – Villacher Brauerei adopts a pioneering role on the Austrian market. Those who sign up for it not only have classic Villacher Märzen delivered but also a different specialty beer for pubs that changes every two months. Here, Villacher helps their clients to relate to their guests, supplying matching glasses and suitable advertising materials for each specialty beer. Hospitality and catering outlets who are in on the campaign are also given outdoor signs that identify them as specialty beer proprietors. Düregger remarks, "This campaign is proving extremely successful. We'd only just decided to go through with it when over 70 restaurateurs agreed to join in." The range of specialties offered is also very popular with guests. Interestingly, despite the additional specialty beers on sale, the hospitality trade hasn't registered a negative trend in turnover by any means, with sales of traditional Märzen even slightly up.
Strong presence in the catering sector
Quality beers by Villacher have a strong presence in the catering sector. This is probably also thanks to the fact that all-round service is provided, ranging from bar service through support for festivities to financial consultation. To date, about 45% of the brewery's overall sales are attributable to the hospitality trade and 55% to retail.
Focus on refillables
The company's focus on the catering sector is reflected among other things in the types of container it favors. Returnables are used to fill 95% of the total output, with the remaining 5% bottled in one-way receptacles. Kegs account for 45% of production and glass containers for 55%. Kegs holding 50, 25, and 15 liters are used, plus glass bottles in the 0.5-liter NRW and non-returnable 0.33-liter ale varieties.
Convinced by KHS technology
It's something of a tradition that KHS equipment is in use on both the keg and glass bottle lines. "We have been and still are extremely satisfied with KHS technology and KHS services," states Düregger. "In KHS we have deliberately opted for a partner who believes in innovation, quality, and tradition as strongly as we do. Our reason for investing in a KHS filter system was not just the quality of the technology but the entire concept behind it that KHS presented to us. This made us realize that this is a company who not only knows its stuff when it comes to filtration but is also a competent turnkey supplier."
Extremely knowledgeable filtration expert meets quality-conscious partner
KHS entered into the field of filtration in the year 1887 when it manufactured its first precoat filters, opening up new avenues in wine processing. In 1900 the first giant asbestos filters started being used, enabling cellarers to process up to 100,000 liters a day. Since the 1960s KHS has supplied over 500 gap cartridge filters with outputs of up to 1,000 hectoliters an hour to the brewing and beverage industries. Many are still in operation. And in many cases KHS also provided supplementary systems for filtration units for the cold zone – always coupled with all-round expertise specially tailored to serve the company in question.
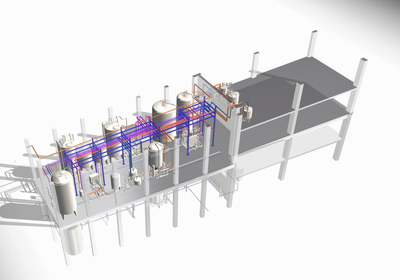
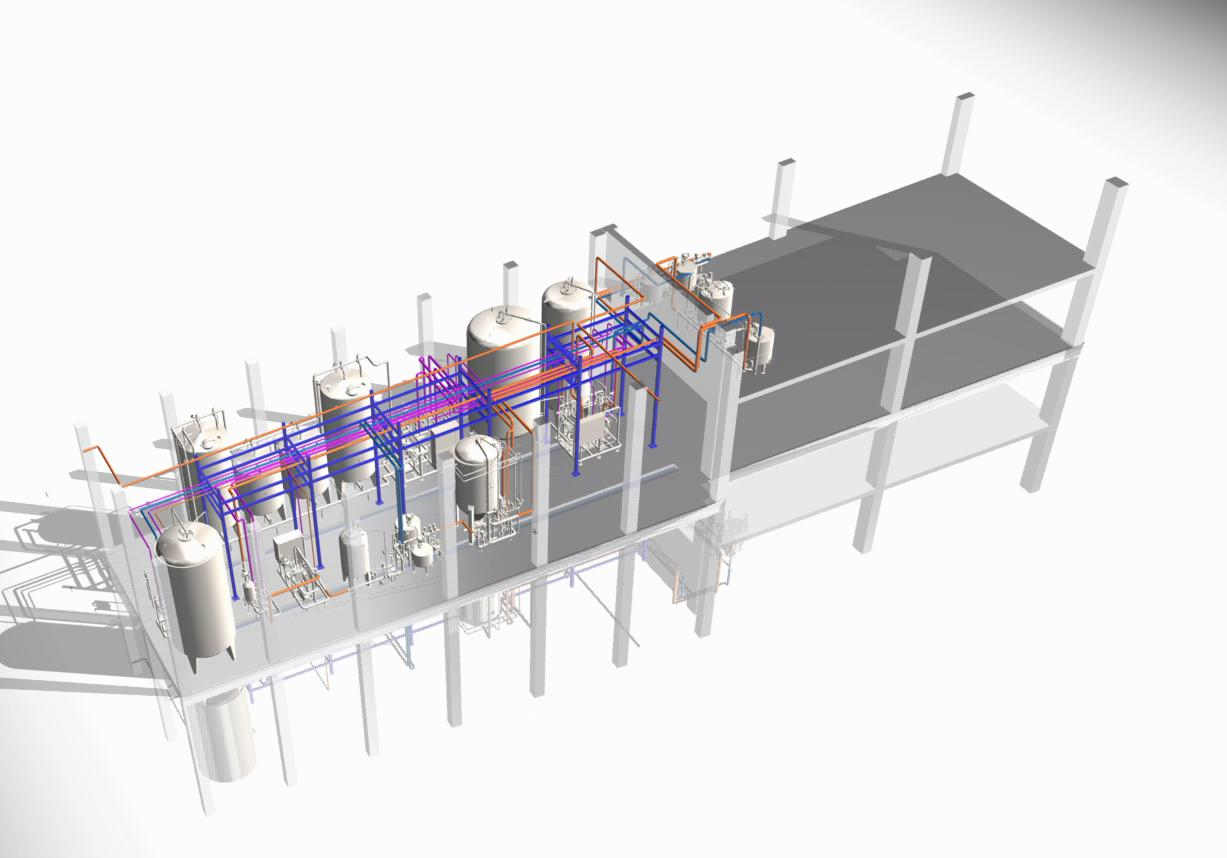
The most recent filtration project to incorporate so much extensive expert knowledge and extra technology for the cold zone, customized to meet brewery requirements, has been developed by KHS especially for Villacher Brauerei. In addition to the fully automatic turnkey filtration system, consisting of an Innopro Getra Eco gap cartridge filter and an Innopro Corvus trap filter, the KHS scope of delivery also included dosing stations for diatomaceous earth, PVPP, and additives, unfiltered product receiver, a buffer tank for unfiltered beer, a primary and secondary flow tank, carbonation with fine regulation of the original gravity, and a uniform CIP concept for the BBT and bottle cellar. The project also boasts many other supplementary technological innovations.
Connection to four storage cellars
KHS first organized the connection of four storage cellars to the filtration system, some of which are equipped with cylindro-conical tanks and others with horizontal tanks. A double-seat valve manifold fully automatically controls the transport of the unfiltered beer from the designated storage tank lines leading from the individual storage cellars to the filtration unit. Unfiltered product can either be transported from just one storage cellar or from several storage cellars. The amount of unfiltered beer retrieved per storage tank is precisely dosed by equipping each pipe with a control valve and flow meter. If the filterability of any one type of beer should greatly vary, it is advantageous to blend this same type of beer using unfiltered product from several different tanks. By integrating a double-seat valve manifold in the system installed at Villacher, the brewery now has the advantage of being able to blend identical sorts of beer from both horizontal and cylindro-conical tanks. This makes the filtration process more continuous. If required, it would also be possible to blend different varieties of beer.
Multifunctional double-seat valve manifold
Another benefit of the double-seat valve manifold now employed at Villacher is that it regulates the process of conducting the beer through hoses and thus the transfer pumping of the fermented beer.
CIP cleaning of both new and existing equipment
A newly installed KHS CIP system now cleans the double-seat valve manifold and all connected hose connectors and piping. Here, too, flexibility is a given; whether cleaning the entire system or just flushing out specific lines and hoses, anything is possible. KHS also installed a CIP primary feed and return flow line to older 100-hectoliter tanks in the specialty beer cellar which to date had only been cleaned by hand. Thanks to this new installation and also to the integration of spray heads in the individual tanks, this cellar is also cleaned fully automatically, making work much easier.
Exact dosing of stabilizers
Upstream of the buffer tank silica gel and PVPP stabilizers are added as required and in proportion to the quantity of the unfiltered beer. At the Villacher brewery, tanks containing the stabilizers and also those used for dosing diatomaceous earth are kept separate from the filtration area. The advantage of this is that all powdered products are handled centrally; soiling by dust is thus no cause for concern within the filtration area.
Haze measurement prior to dosing stabilizer
Another special technological feature included in the new setup is that haze measurement now takes place prior to stabilizer dosing. The reason for this is the risk of yeast or lees surges when changing the many horizontal tanks at Villacher. The danger here is that if the yeast or lees surges enter the buffer tank and then travel towards the filtration unit, this can accelerate the rise in differential pressure in the filter and thus inhibit performance. Should the meter detect an increased haze in the unfiltered product, the KHS method is to direct the unfiltered product into the primary and secondary flow tank until haze values have returned to normal or a maximum amount has been pumped into the tank. This primary and secondary flow tank also has a beer-and-water mixed phase which occurs when, prior to starting the actual filtration process, the system is precoated with deaerated water and then flushed out with beer. On average the mixed product contains about 4–5% of extract. Very cloudy unfiltered beer is watered down by the mixed phase in the primary feed and secondary flow tank. The product contained in the primary feed and secondary flow tank is then permanently returned to the flow of unfiltered beer in small, precisely fixed amounts. This not only maintains the high quality of filtration but also saves money, as absolutely none of the unfiltered beer gets lost in the process. Düregger is pleased with the results. "By applying this method with yeast or lees surges, KHS has integrated a distinctive technological feature into our setup that does our demand for quality full justice."
Buffer tank provides optimum exposure period
The capacity of the unfiltered beer buffer tank is 120 hectoliters. It ensures a 20-minute exposure period for the stabilizer and thus enough time to separate the beer transfer process from the filtration process. "The exposure periods of the stabilizing agent with the beer are ideal," comments Düregger. Like all components in the system, the buffer tank is also highly automated. Production and CIP paths are reliably separated from one another by double-seat valve manifolds, providing the best product safety at all times.
Innopro Getra Eco filters 350 hl/hr
An Innopro Getra Eco cartridge filter is responsible for filtration. At 54 m2 or approx. 580 square feet the nominal capacity is 350 hectoliters per hour. A new inlet distributor and flow regulation concept ensure the best possible distribution of filter aid in the vessel. The life span is thus increased in comparison to conventional systems by distributing the filter aid particle sizes homogenously in addition to reducing the amount of diatomaceous earth required.
Two DE tanks for increased availability
One particular feature of the filtration process is the manner in which diatomaceous earth or DE is dosed. At Villach KHS installed not just one but two tanks for diatomaceous earth – both arranged separately from the Innopro Getra Eco. Having two DE tanks gives manufacturers the option of preparing two different kinds of DE simultaneously for two precoating processes. In practice, this means a considerable saving in time. The system at the Villach brewery has been programmed in such a way that it automatically starts up unattended by operators at about three a.m. After sterilization the first and second precoatings take place. When operators start work at six a.m. all that remains to be done is prepare the unfiltered beer path and filtration can begin. Just in case, the precoating process is monitored from the brewhouse where an additional operating station for the filtration process has been installed. As opposed to the single shift in force in the filtration area, here at the brewhouse people work round the clock.
Homogenous distribution of diatomaceous earth
One huge benefit of the Innopro Getra Eco is that it also has an upper inlet for unfiltered product. A spray ring is used here as an infeed distributor that partly handles filter cleaning after filtration has ended. During filtration the vessel is supplied with unfiltered beer both from below and from above in a procedure that is optimal for the homogenous distribution of DE in the vessel.
Integration of a filtrate recirculation process
Another major feature that promotes perfect filtration is the integration of filtrate recirculation into the filtration process. The Innopro Getra Eco has an output of 350 hectoliters per hour, with a volume flow over the filter cartridges of 400 hectoliters an hour in normal operation. Filtered beer is added to the subsequent process at a rate of 350 hl/hr, with 50 hl/hr added to the unfiltered beer in the filter inlet. This procedure encourages a homogenous distribution of filter aid and ensures safe filtration even at reduced capacities.
Intelligent DE dosing lengthens life span
An intelligent, fully automatic diatomaceous earth dosing unit has also been incorporated in the filtration process at the brewery in Villach. The composition of the DE dosage is always entirely geared towards the haze level of the unfiltered beer in the filter inlet. If the haze level is low, the amount of coarse DE added is increased in order to achieve a slower rise in pressure and better maintain the permeability of the filter cake. If the haze level is higher, the amount of fine DE is increased. Besides coordinating the DE dosage based on the haze level, the intelligent DE dosing unit also regulates the amount of diatomaceous earth applied and thus the speed at which pressure increases during the filtration process. Filtration is at an optimum when the maximum differential pressure and maximum suspension volume in the filter vessel coincide. In the filtration process used at the Villacher brewery, exactly this is achieved thanks to intelligent system control. Pressure increases and suspension volumes are permanently monitored. Intelligent, fully automatic DE dosing is performed in exact accordance with the values recorded.
Unlike conventional filter systems, according to the tests carried out to date the service life of the Innopro Getra Eco is increased by at least 10% by integrating intelligent DE dosing alone.
Following on from the filtration process coloring can be dosed if required in a process currently used by Villacher for its dark beer. After this ascorbic acid can be added which is used in the filtration of export beers.
Maximum safety of the filtration process
Filtered beer flows into a filtrate buffer tank. This serves primarily to hydraulically separate the filter unit and the carbonating process. An Innopro Carbamix handles the fine regulation of the original gravity by dosing deaerated water into the beer flow based on the given original gravity setpoint. An Innopro Corvus post-filter, equipped with an 8 µm depth filter cartridge, ensures maximum safety of the filtration process.
Comprehensive peripheral systems
Filtrate is then fed into the bright beer tank or BBT cellar. All of the tanks here are equipped with a KHS differential pressure capacity meter, making it easy to recognize just how much beer is available in each individual tank in the system visualization. KHS has also installed a row of pipes with swing bends that replaces the previous hose connections, making everything more accessible, much clearer, and more hygienic. Another of KHS' achievements is the supply of product to the keg and glass bottle filling lines. This is organized by newly installed piping, complete with the corresponding pumps and pressure control system. BBTs, piping, and filling systems are cleaned by a new CIP system. Another new CIP system performs CIP cleaning processes in the filter cellar. A waste beer management system implemented; mixed phases flow into a waste beer tank, the contents of which are added to the usual waste beer processing section.
Much more than 'just' a filtration line
"To us, the KHS filtration project means much more than simply integrating a filtration line," says Düregger. "KHS has provided us with a lot of expertise that we consider important to the future of the brewery."
A good omen
Just how important the entire filtration concept is to Villacher Brauerei was demonstrated when the company staged a special launch ceremony for the new filter unit. Besides the big names in Carinthian politics and business, Villacher also invited all of the employees from the brewery and KHS who had had a part in the planning and/or installation of the technical system. Düregger explains, "During the ceremony our system was blessed. This is a tradition we perform with all new equipment; we consider it to be a good omen for the long-term and top-quality operation of our filtration unit." And this isn't the only one, with the lines in operation at Villacher Brauerei up and running for decades to the brewery's utmost satisfaction.
Strong brands with guaranteed success
For the future, Villacher has just one thing planned: to continue to live up to its motto of innovation, quality, and tradition as a guarantee of success. "Positioned as a strong brand, we would like to hold on to our popularity in the Carinthia region," explains Düregger, "and drive for steady growth in new areas in full accordance with the slogan 'Quality, not quantity'." In this regard, the brewery in Villach sees itself as the promoter of a genuine Carinthian brand, one to whom the label awarded to Carinthian products of the highest quality ("Carinthia: genuinely good") genuinely applies.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}