
KHS Corpoplast focuses on even greater sustainability and cost reduction
Airback Plus saves up to 40% in compressed air
Frank Haesendonckx*A few years ago KHS Corpoplast launched the InnoPET Blomax Series IV generation of stretch blow molders which immediately began setting new standards on the market. System highlights include the long service life of the mechanical equipment, a low consumption of energy and compressed air, maximum process stability, and outstanding availability. In addition to these plus points, which are highly valued by the beverage industry, the production of PET bottles on this machine is especially sustainable and cost effective. KHS Corpoplast has made it its goal to continue to build up this technology to the direct benefit of its customers. The most recent development to provide clients who use the InnoPET Blomax Series IV stretch blow molder with even greater sustainability and cost reduction is Airback Plus. With the help of this system much more compressed air from the stretch blow molding process can now be reused than was previously the case. As less compressed air has to be produced when Airback Plus comes into play, customers not only cut their overheads but also save on the investment for the compressor. The costs for maintenance and spare parts are also considerably lessened.
Reduced compressed air consumption on the InnoPET Blomax Series IV
Even before the introduction of Airback Plus KHS Corpoplast held an outstanding position regarding the consumption of compressed air in the stretch blow molding process. Compared to the previous generation the InnoPET Blomax Series IV cut the amount of compressed air used by a targeted redesign of the valve block, among other factors. Depending on the bottle volume, between 5 and 15% of compressed air is saved as opposed to the Series III. At the same time, the dead space volume (the volume of air which is applied at high pressure but which does not help to form the PET bottle) was reduced by 25 to 30%. This renewed reduction in the amount of compressed air needed is further assisted by the application of Bottles & ShapesTM. With this program KHS Corpoplast creates PET bottles that precisely match customer specifications – from the design of the first preform to tests of the final container on the machine.
* Manager of Sales and Technology, KHS Corpoplast GmbH, Hamburg, Germany.
Preform design both ensures that the precise bottle shape is produced as requested and that the consumption of materials, energy, and compressed air is kept to an absolute minimum. During the design phase the filling method of choice for the new bottle is taken into account, as are all the specifications this has to meet during the filling and packaging process, at the point of sale, and in the hands of the consumer. Thanks to less loss of compressed air, the specific application of Bottles & ShapesTM, and the use of further developed PET materials in the stretch blow molding process the amount of compressed air required to make PET bottles on InnoPET Blomax Series IV machines has been optimized. This means that bottles can be manufactured from a pressure of 28 bar upwards.
To date 10% of compressed air reused during stretch blow molding …
The one side of the coin is that a minimum of compressed air is consumed per bottle. The other is to reuse as much of the air digested in the system as possible, again reducing the amount of compressed air required by the stretch blow molder. Up to now KHS Corpoplast satisfied this market demand with its Airback I and Airback II systems.
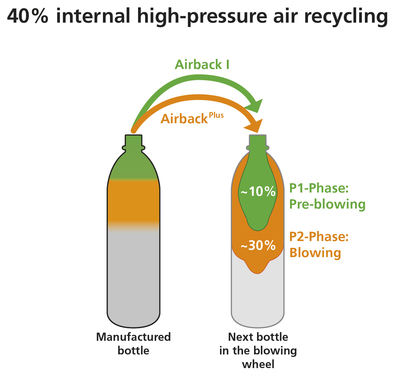
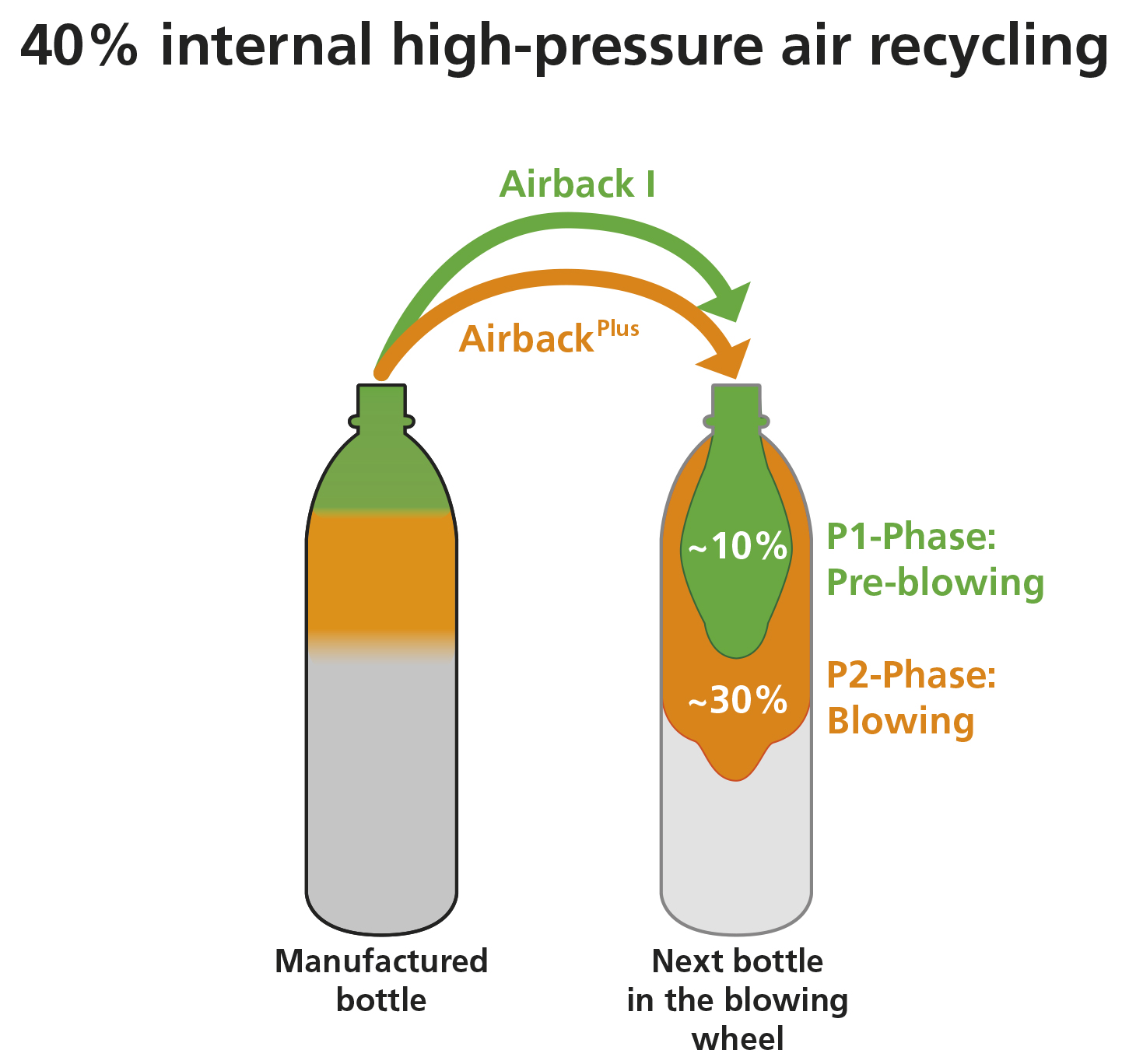
During the stretch blow molding process the pre-blowing phase (PI phase), which takes place at low blowing pressure, is generally followed by the blow molding of the bottles at high pressure (PII phase). The pressure is then reduced. In Airback I some of the compressed air present in the newly produced bottle is fed into a ring line located at the centre of the blowing wheel. From here it passes directly to the next preform to be blown. The pre-blowing phase thus makes use of the existing compressed air. About 10% of the compressed air used for stretch blow molding can be saved with Airback I alone.
... and 20% energy saved during compressed air preparation
In Airback II, after the Airback I process more of the compressed air present in the finished bottle is fed into a second ring line. This sends the compressed air through a rotary distributor out of the stretch blow molder and straight into the compressor. The compressor uses its energy to prepare air for the high pressure or PII phase, increasing the pressure from 28 to 40 bar. Where Airback II is incorporated, up to 20% of the energy consumed during the process is saved.
Airback Plus saves up to 40% in compressed air
Airback II has now been superseded by the new Airback Plus. This no longer reduces the energy in the compressor but instead directly reduces the compressed air consumption itself. The principle is as follows: the reusable compressed air present at the end of the Airback I process in the newly produced bottle is collected and the pre-blown bottle fed with compressed air at a pressure higher than the pre-blowing pressure (intermediate pressure stage). In the Airback Plus system the rotary distributor is thus omitted, meaning less system complexity. This in turn results in lower maintenance and spare parts requirements. In addition, the fact that Airback Plus transfers compressed air into the bottle directly saves up to 30% in compressed air. All told, this means that where Airback I is used in conjunction with Airback Plus the consumption of compressed air is reduced by up to 40%.
Integration of sterile filtration possible
It’s always possible to prepare air destined for reuse with sterile filters, a necessary procedure when a supply of clean ambient air cannot be guaranteed on site. A certain amount of pressure is lost during filtration, meaning that the amount of compressed air saved here is 35% maximum.
More sustainability plus impressive cost reductions – example calculation outlines possible savings potential
The following example illustrates how much money can be saved when Airback I and Airback Plus are used. For instance, a beverage bottling plant produces 35,200 1.5-liter PET bottles per hour (2,200 bottles per cavity) on its InnoPET Blomax Series IV 16 S stretch blow molder which has 16 blow stations. The blowing pressure for the bottles to be made is 28 bar. Under the above conditions the amount of air usually needed is 1,680 m3. If we reckon on just 36% of compressed air being saved, around 600 m3/h less air is used. This means that 600 m3 less air per hour has to be brought up to high pressure by the compressor. Assuming that 0.2 KWh of energy are required for one cubic meter of air, 121 KWh can be saved per hour. If we then presume that there are 5,000 production hours in a year, the total reduction amounts to 605,000 KWh. At a price of €0.10 per kilowatt hour over €60,500 are saved. These figures become even more interesting when smaller bottles are manufactured. As a general rule, the smaller the bottle, the greater the probability of saving the aforementioned 40% of compressed air.
Targeted reduction in investment costs for the compressor
This isn’t all. Another major factor here is that a much lower compressor output is needed for the stretch blow molding process, meaning that the compressor can be much smaller than it used to be. Compressors are always available in standard sizes. If we take the above example, in place of a compressor with an output of up to 2,100 m3/h a compressor with a maximum power of 1,320 m3/h can be selected. In this instance around €7,000 for the investment in the compressor are saved. What's more, the annual running costs are also slashed by about €4,000 thanks to the reduction in the number of spare parts and amount of maintenance necessary.
Retrofitting possible
Airback Plus is not only an option when it comes to investing in new KHS Corpoplast stretch blow molding equipment; the system can also be retrofitted into existing InnoPET Blomax Series IV and InnoPET Blomax Series III stretch blow molders. The return on investment is 1½ years maximum. As no additional rotary distributor is required for Airback Plus, this retrofit is quick to implement, taking about a day. Besides fitting a new ring line the valves and valve switching are adapted to the new production environment. Following conversion the machine implements three different stages of pressurization during bottle manufacture, applying a pre-blowing pressure, intermediate pressure, and high pressure. Opting for Airback Plus as a retrofit is particularly efficient when combined with replacement of the compressor. In such cases the beverage company not only profits from savings in compressed air – and the lower costs and energy consumption this entails – but also from all of the pluses mentioned above that arise from the utilization of a smaller compressor.
Outstanding bottle quality
Whether part of a new investment or a retrofit, Airback Plus ensures that the quality of the produced bottle is identical to that of bottles manufactured using traditional compressed air preparation. The output of the stretch blow molder, which for the InnoPET Blomax Series IV is up to 2,250 bottles per hour and cavity, is also maintained.
A must for energy quotas
Using Airback Plus is likely to be of great importance in the future in countries where the amount of energy provided each day is subject to a specific quota. Energy quotas are already in force in some Asian and Arabic countries, for example. This system helps to stabilize production and increase production capacities, among other things.
More new developments in the pipeline
To sum up, in launching Airback Plus KHS Corpoplast has taken another significant step towards sustainability and cost reduction. This has been impressively substantiated by the first experience gained with this new system in practical use.
{kind=link}