
When Dreams Become Reality
Olvi invests in new KHS non-refillable PET bottle line with special modular palletizing concept
Günter Unkrig*
Rolf Rogren**
Olvi plc, the Finnish beverages company has been leading the way to success for more than 130 years. In 2008, Olvi celebrated the company's 130th anniversary. It all began with the sensible idea of luring the Finnish population away from spirits by offering an alternative in the form of good beer. When master brewer William Gideon Aberg founded the Iisalmen Oluttehdas Oy brewery (now Olvi) together with his wife Onni at Iisalmi in Eastern Finland in 1878, he certainly couldn't have imagined just how successful the company would become over the next century and a half. At that time, there were a total of 78 breweries in Finland. However only one of these beverage companies was an independent brewery in Finnish hands: Olvi.
A parent company with four subsidiaries
Today the Finnish stock market-listed Olvi plc is the parent company of several subsidiaries. Olvi has had interests in the Baltic States since 1996 when it invested in the Estonian brewery AS A. Le Coq. In addition to its Finnish site, the Olvi Group currently operates breweries in Estonia, Latvia, Lithuania, and Belarus. Olvi plc holds 100% of the Estonian brewery AS A. Le Coq, 97.89% of the Latvian brewery A/S Cesu Alus, and 99.57% of the Lithuanian brewery AB Ragutis. Its most recent acquisition is the Belarusian brewery Lidskoe Pivo. Olvi plc acquired the majority share in this concern in October 2008. Pentti Pelttari, technical director for Olvi plc says, "It is Olvi's strategy to invest in markets with strong growth. The annual beer consumption in Belarus is currently about 41 liters per capita and is just half of the annual Finnish per capita consumption of beer. We can see enormous potential for growth in the next few years."
* Director, Central European Business Area, KHS AG, Dortmund,
Tel.: 02 31/5 69-16 02
** Managing Director KHS Scandinavia, Copenhagen, Tel.: ++45/432-055-51
From traditional brewery to innovative brewing and beverage company
Exploiting opportunities and responding flexibly to market demands is Olvi's general strategy. Olvi plc and its subsidiaries have long since ceased to depend on the production of beer alone. Their wide product portfolio also includes non-alcoholic beverages such as mineral water, fruit drinks, health drinks, and energy drinks. It also offers low-alcohol drinks such as cider and pre-mixed alcoholic long drinks. Pelttari says, "Olvi has one ear on its home markets and the other on developments in the international beverage markets. This means we are always in a position to implement innovative beverage ideas which appeal to consumers."
The primary product group within the portfolio is still beer. Beer accounts for 62% of the total sales at Olvi plc. The strongest beer brands are Olvi and Sandels. Soft drinks occupy 16%, mineral water 11%, and cider 5.5% of the sales volume. The remaining percentage is shared between energy drinks and pre-mixed long drinks.
Third place among Finnish beverage companies
With annual sales of approximately 140 million liters a year, Olvi plc is the third largest Finnish beverage company. In terms of success in the Finnish beer market alone, Olvi ranked number two in 2008. With a 30% share of the Finnish beer market it is behind Sinebrychoff but ahead of Hartwall. In addition to its domestic business, Olvi plc runs an active export sales division. All in all approx. 10 million liters leave the country. The primary export products are the Olvi III, Olvi Doppelbock, Olvi Export, Teho Energy Drink, and Fizz Original Dry brands.
Subsidiary companies contribute more to group sales overall than the parent company. The four subsidiaries sell around 300 million liters a year of beer and alcohol-free and low alcohol drinks in their respective markets. Like Olvi plc, its subsidiaries are among the leading companies within the beverage industry in their domestic markets.
Wide range of products, wide range of packaging
Olvi plc has developed from a small regional brewery into a leading beverage company whose products have been distributed throughout Finland since 1992. Retail outlets continue to be the primary distribution channels. This is thanks not only to the high acceptance of Olvi products among consumers, but also because of a very flexible Olvi packaging concept, which makes the products easy to handle at the point of sale.
Speed and creativity are only some of the key aspects that contribute to the Olvi packaging mix. Example: When bottle tax fell in Finland, Olvi was one of the first beverage companies to use non-refillable PET bottles as well as refillable PET bottles for non-alcoholic and low alcohol beverages. Olvi also introduced the 0.95-liter style to the market in addition to the 0.5, 1.5, and 2.0-liter non-refillable PET bottle. While at first glance the 0.95-liter non-refillable PET bottle size seems unusual, it offers distinct benefits. By law in Finland, consumers pay a deposit on PET bottles larger than 1 liter. As a result the retail price for 0.95-liter non-refillable PET bottles is proportionally less than the 1-liter size. And sales reflect this.
Pelttari says, "Our philosophy is to offer our products in exactly the range of packages our consumers demand. We are quick to adapt our packaging options to new consumer requirements. Our product portfolio is extensive and currently comprises around 220 different sales units. In accordance with our philosophy we pay close attention to investing in new technical systems aimed explicitly at highly flexible filling and packaging equipment."
Making the near impossible possible
When the company decided to invest in the new non-refillable PET bottle line, it was no wonder that they trusted KHS to be their supplier once again. Pelttari says, "We have come to rely on KHS bottling and packaging systems. They always meet our requirements."
Just one successful example of achieving the almost impossible is the packing and palletizing concept supplied by KHS for the existing glass line technology for an almost impossibly small amount of space. The many aspects covered included unpacking different glass bottle styles from the displays in the empties area, subsequent placement of the glass bottles into various types of crate, and processing of a wide range of pallet types. The production cycle now incorporates detection and sorting of foreign bottles contained in the crates in addition to washing and stacking displays and recalling them as required to the full container area. The full container area now incorporates grouping layers of cardboard multipacks and placing them on designated displays, palletizing displays loaded with multipacks onto different pallet types with or without dollies, and palletizing crates of full containers as required. Pelttari says "The KHS packaging and palletizing concept works brilliantly. The efficiency of the existing glass handling line has increased dramatically since its installation."
New frontiers for non-refillable PET
Olvi has broken new ground with its investment in the KHS non-refillable PET bottle line. This is the operation's first line designed for the specific handling of disposable PET bottles. Pelttari says, "With KHS as our partner we are confident that we will meet our new challenges." The non-refillable PET bottle line is able to fill up to 18,000 non-refillable PET bottles per hour in sizes ranging from 0.5, to 0.95, 1.5, and 2.0 liters. The line handles a vast range of products including mineral water, soft drinks, health drinks, cider, and pre-mixed alcoholic long drinks. The line is equipped to handle new beverage developments.
First inline production of PET bottles
PET bottles are now produced in situ by an InnoPET Blomax stretch blow molder. The blow molder has 10 cavities. Each produces around 1,800 PET bottles per hour. The PET preforms are fed automatically to the InnoPET Blomax and heated in the machine oven according to a precisely specified heating profile. The preforms are then stretched and inflated very precisely using compressed air. The finished PET bottles are discharged out of the blow molding station, turned, and then transferred to the Innoline LTR air conveyor. Olvi greatly values the Speed-Loc quick-change system, which enables molds to be changed very quickly when switching to different formats. The new InnoPET Blomax 10 also incorporates the innovative Airback II System, which returns the recycled process air into the air compressor. Ismo Niskanen, Olvi production engineer, says "This is our first inline PET bottle manufacturing system. It is working out extremely well."
Air conveyor with buffer segment
The air conveyor is also very well designed. New PET bottles have only a short distance to travel through the Innoline LTR to the filling system. If the blow molder needs to be run empty, newly made PET bottles are promptly conveyed to an additional air conveyor lane provided for this purpose. At the same time, the circular secondary air conveying segment acts as a buffer thereby maintaining the high degree of efficiency of the line.
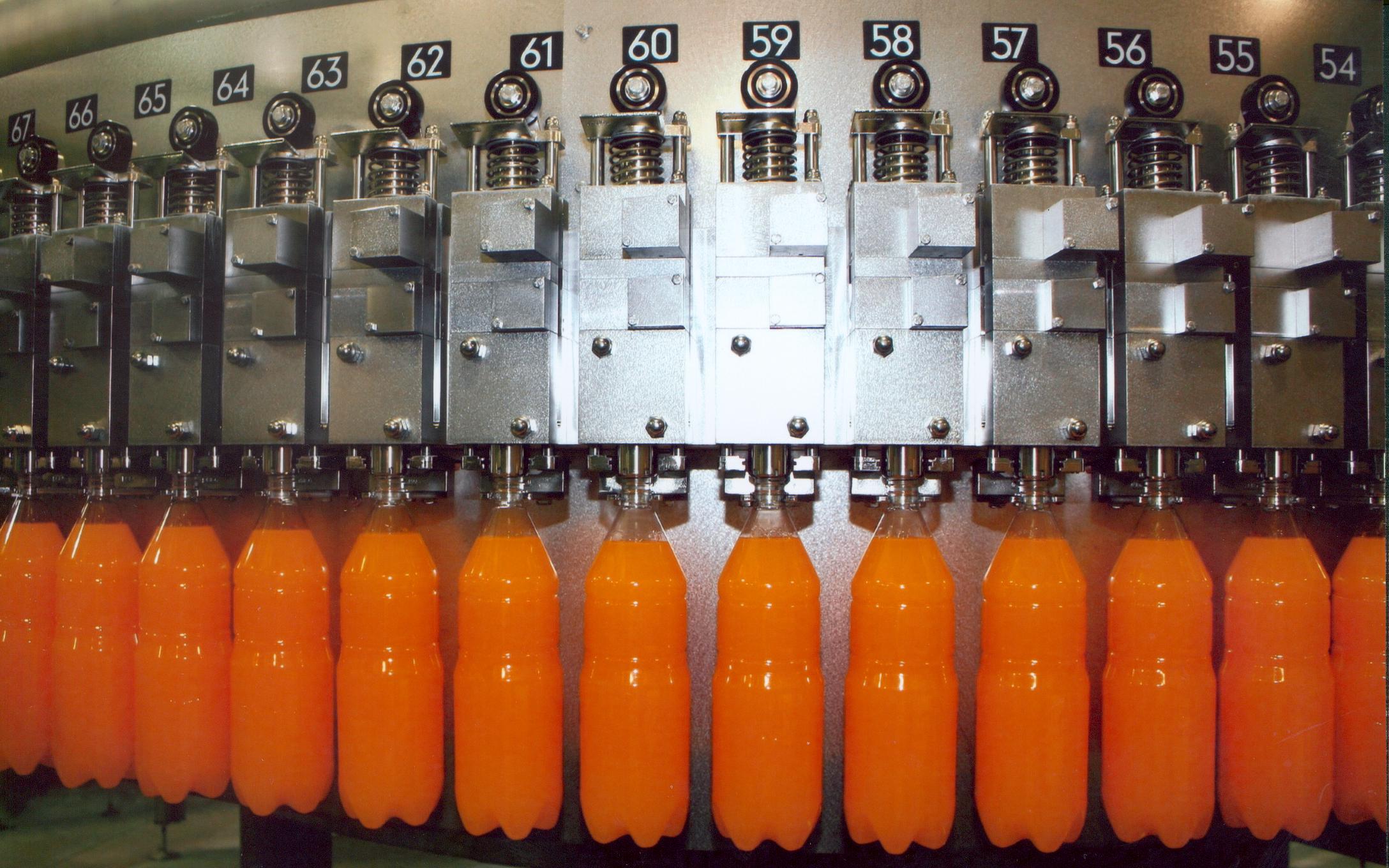
Innofill DRV for bottling still and carbonated beverages
Innofill DRV, the filling system of choice, is a computer-controlled volumetric filling system. The version used at Olvi can be used for both carbonated and non-carbonated beverages. A special feature of the system is that the Innofill DRV uses only two pneumatic cylinders per filling valve for bottling carbonated drinks. These two pneumatic cylinders control the entire filling process including lifting the bottle and sealing the bottle mouth against the filling valve. A further pneumatic cylinder is brought on line when bottling non-carbonated drinks. The system alternates between pressurized and pressureless filling at the press of a button.
The waiting PET bottles are filled using a swirler. The benefits are obvious. In addition to doing without spreader elements protruding into the PET bottle, the swirler offers great flexibility. It can be used to fill a wide range of different PET bottle shapes and sizes without the necessity of reconfiguring the system. Once the filling valve is opened, the swirler forces the liquid over the wall into the PET bottle at high speed. A reduced filling rate is used in the area of the narrower bottle neck. Once full, pressure-controlled snifting follows and pressure is maintained at approx. 1 bar. Final snifting follows. This special snifting procedure prevents the formation of excessive foam and makes it possible to fill even highly carbonated beverages at temperatures of 20°C and higher. Non-carbonated drinks require no snifting.
CIP sanitizing is yet another key feature of the Innofill DRV. Here, the filling valves are sealed by so-called CIP plates, which are simply inserted into a groove in the bottle holder underneath the filling valve. The same principle of pressing bottles against the filling valves during pressurized filling is used for the CIP sanitizing process. The filling valves are automatically sealed by the pressure of the rinsing solution according to the interior pressure. Another highlight of this system is that the new Innofill DRV is equipped with a tubular ring bowl instead of the usual rectangular product vessel with its corners and edges. The lightweight construction of the tubular ring bowl also reduces the necessary drive force and reduces power consumption and maintenance costs.
The Innofill DRV filling system is monoblocked with an Innofill SV-ACF. This screw capper features an uncomplicated open, hygienically designed structure and a constant capping force that provides consumers with more opening convenience. The filler and capper monoblock has no front table. The open and subsequently very specifically hygienic design is a given.
Integrated state-of-the-art KHS process engineering
With the Innopro KZE flash pasteurizer and Innopro PARAMIX CMX blender, a complete package of cutting-edge KHS process engineering has been integrated into the system at Olvi. The first step in the Innopro PARAMIX CMX: deaeration of the water, which takes place based on the principle of two-stage vacuum spray deaeration. Deaerated water, syrup and other beverage components are precisely dosed according to the recipe through flow control segments in the Innopro PARAMIX CMX. The Innopro Paramix CMX is designed for exceptional ease of operation. All the necessary product data for each individual product in Olvi's huge product range are stored in recipe memory and can be accessed at the press of a button. Integrated quality measurement for blended beverages means adhering to the dosing precision for the sweetness of beverages at 0.05° Brix and at 0.1 g of CO2 per liter.
The Innopro KZE flash pasteurizer is also suitable for pasteurizing both beer at 72°C and soft drinks at up to 90°C. The integrated buffer tank with a volume of 100 hl also contributes significantly to long-term sustained production even if the filler is idle. If the buffer tank threatens to overfill when the filler is stopped despite adjusting the flash pasteurizer output and extending PU control, product that has already been pasteurized can be transferred to the product tank using deaerated water. This guarantees practically loss-free system shutdown.
Wrap-around labeling with plastic labels
After the fill level check, newly filled PET bottles are conveyed over the KHS buffer table to the Innoket RF 25 labeling machine. The KHS buffer system minimizes the conveying distances and represents an overall saving of space for the system. The Innoket RF 25 applies wrap-around labels to the bottles.
Shrink packs or single PET bottles
There are two options after labeling. PET bottles are fed either directly to the palletizer or to the Innopack Kisters SP shrink packer. The Innopack Kisters SP is able to handle two lanes of PET bottles arranged in 2 x 2 or 3 x 2 formations. Downstream of the shrink packer is an Innopack CSM handle applicator that also operates with two lanes. Its task is to attach handles to the finished packs to offer consumers at the point of sale the carrying convenience they want.
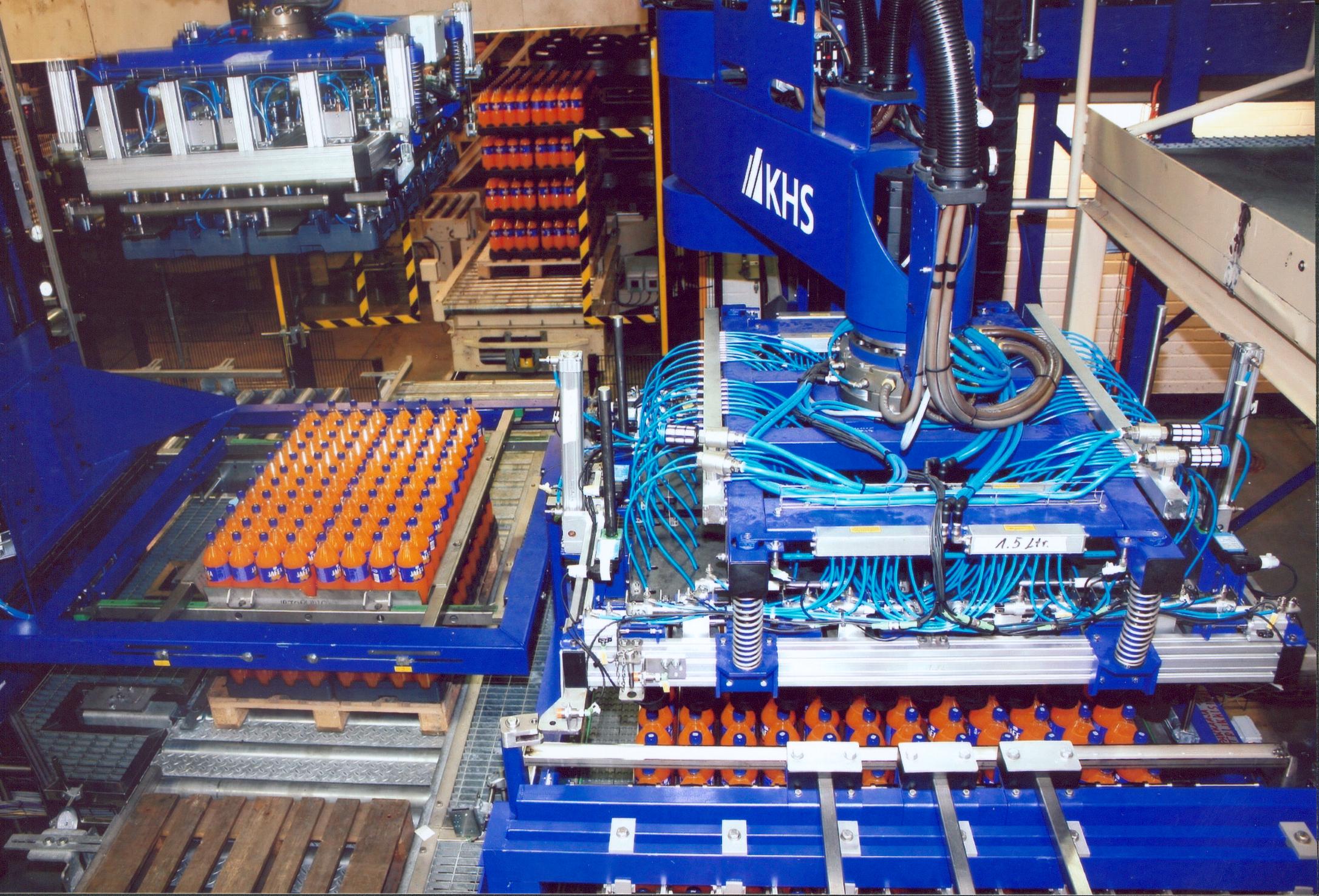
The palletizer - a stroke of genius
A "stroke of genius" is how Pelttari describes the palletizing of single PET bottles and shrink packs. Pelttari says, "To meet the preferences of our consumers and retail outlets we needed a system able to replicate numerous palletizing processes with equal precision."
Shrink packs and single PET bottles are palletized optionally on Euro pallets or on adapter pallets. Adapter pallets have the same dimensions as Euro pallets. Each adapter pallet can hold exactly four dollies. Dollies are transport systems on castors, which are exactly the dimensions of one quarter of a Euro pallet. Adapter pallets are designed with apertures into which the castors on the dollies fit. Dollies are very common in Finland and to all intents and purposes they are the standard. Retail products are stacked onto dollies and delivered to outlets where they are simply rolled into position. The ease of handling is obvious. No time wasted on shelving. Added to this is the space-saving method of product display.
Olvi palletizes either single PET bottles or shrink packs. Separate feeds are available for both options. Single PET bottles are conveyed on the conventionally designed bottle table with lane guides while a spiral conveyor lifts the shrink packs and then spaces them at regular intervals on a feed table. Railing guides which can be raised and lowered and which are integrated into the bottle table are responsible for the spacing. The aim is to place shrink packs exactly in the designated displays.
In addition to shrink packs, Olvi also packs single PET bottles in its display packs. Eight displays each per layer are involved in the handling of 0.5, 0.95, and 1.5-liter PET bottle sizes or when handling shrink packs containing this PET bottle style. Four displays alone per layer are provided for shrink packs containing 2.0-liter PET bottles and for single 2.0-liter PET bottles.
The main modules within the Olvi palletizing concept are two Innopal RS3 column-type palletizing robots and two Innopal HR handling robots. Displays are placed precisely on the pallets using Innopal HR handling robots. In a next step, depending on the application, an Innopal RS3 column-type palletizing robot picks up either a layer of single bottles using a packing bell or grasps a layer of shrink packs with a layer clamping head. Quickly switching to different types of pallet simply involves selecting a different head. This is carried out as follows. A forklift places an empty changing frame onto the pallet conveyor. The previously used head is positioned directly above the frame. Centering spikes ensure precise placement. The adapter plate, air, and power are all disconnected automatically. The previously used head is removed from the system on the changing frame. The forklift conveys it to the designated storage area, picks up the new head plus frame, and places them onto the pallet conveyor. The process is then repeated in reverse order. Changing the head is accompanied by adjustment of lane guides for single bottles or railing guides in the shrink pack area.
The process of replacing the heads to adjust to new requirements is similar for the second column-type robot and for the handling robot.
While the first column-type robot is responsible for palletizing single PET bottles and shrink packs onto the designated displays, the second Innopal RS3 both centers the layers and, if required, brings, pushes on and secures perforated cardboard liners onto 1.5 and 2.0-liter PET bottles. The reason for this is that the bottles are packaged in rows to form so-called top packs from which the consumer can simply break off two-bottle packs in the store.
The head module of the second Innopal RS3 adapted to the respective bottle size grasps the readied layers of cardboard using suction devices. Centering spikes are responsible for exactly positioning the cardboard layers. After placing the cardboard layers onto the PET bottles positioned on the displays, a certain amount of pressure is applied, which forces the bottle caps through the openings integrated into the head module after breaking open the pre-defined perforation. The cardboard positions itself beneath the neck ring, which among other things ensures safe transport of the top pack by the consumer. Triangular protrusions inside the head module push down the cardboard tabs, thus tearing open the next perforated points. Olvi currently produces only double top packs for 1.5 and 2.0-liter non-refillable PET bottles but this need not always be the case. It would feasible to produce additional top pack formats for the cited bottle sizes and to produce others for additional PET bottle types. The only requirement would be to design new heads.
Within the illustrated palletizing scenario, the handling robots place displays onto pallets or, after the second layer, onto shrink packs or onto single PET bottles with or without top packs and they remove and stack empty pallets after processing the displays placed on them.
Wish lists become reality and values coincide
Pelttari and Niskanen agree that "As with the overall system concept, the brilliantly conceived KHS palletizing system has ticked every box and more on Olvi's wish list." Pelttari says, "In short, KHS is a partner whose ideals are in perfect harmony with our own."
Pelttari refers to Olvi values such as optimum customer orientation. This relies as much on continuous learning within the operation as on the outstanding price/performance ratio and top product quality of the entire product range. All of this is paired with flexible responses to all conceivable situations. "Added together" says Pelttari "this will secure the future of both Olvi plc and the whole Olvi Group. We are fully prepared to continue our story of success. Together with KHS – of course"







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}